



Kao učinkovita i ekološki prihvatljiva metoda čišćenja,tehnologija laserskog čišćenjapostupno zamjenjuje tradicionalne metode kemijskog i mehaničkog čišćenja. S obzirom na sve strože zahtjeve zaštite okoliša u zemlji i kontinuiranu težnju za kvalitetom i učinkovitošću čišćenja u području industrijske proizvodnje, potražnja na tržištu za tehnologijom laserskog čišćenja brzo raste. Kao glavna proizvodna zemlja, Kina ima ogromnu industrijsku bazu, koja pruža širok prostor za široku primjenu tehnologije laserskog čišćenja. U zrakoplovstvu, željezničkom prometu, proizvodnji automobila, proizvodnji kalupa i drugim industrijama, tehnologija laserskog čišćenja široko se koristi i postupno se širi na druge industrije.

Tehnologija čišćenja površine obratka široko se koristi u mnogim područjima. Tradicionalne metode čišćenja često su kontaktno čišćenje, koje vrši mehaničku silu na površinu predmeta koji se čisti, oštećujući površinu predmeta ili se sredstvo za čišćenje lijepi za površinu predmeta koji se čisti i ne može se ukloniti, uzrokujući sekundarno onečišćenje. Danas se zemlja zalaže za razvoj zelenih i ekološki prihvatljivih industrija u nastajanju, a lasersko čišćenje je najbolji izbor. Neabrazivna i beskontaktna priroda laserskog čišćenja rješava ove probleme. Oprema za lasersko čišćenje prikladna je za čišćenje predmeta od različitih materijala i smatra se najpouzdanijom i najučinkovitijom metodom čišćenja.
Lasersko čišćenjenačelo
Lasersko čišćenje je ozračivanje laserske zrake visoke gustoće energije na dio predmeta koji se čisti, tako da laser apsorbira sloj onečišćenja i podloga. Postupcima poput uklanjanja svjetlosti i isparavanja, prevladava se prianjanje između onečišćenja i podloge, tako da onečišćenja napuštaju površinu predmeta kako bi se postigla svrha čišćenja bez oštećenja samog predmeta.
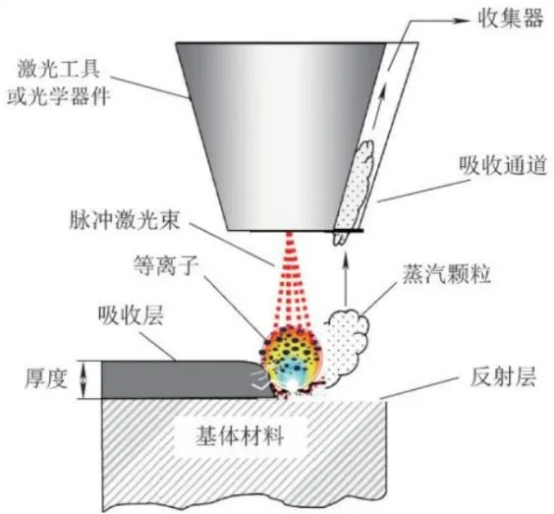
Slika 1: Shematski dijagram laserskog čišćenja.
U području laserskog čišćenja, vlaknasti laseri postali su pobjednici među izvorima svjetlosti za lasersko čišćenje zbog svoje ultra visoke učinkovitosti fotoelektrične pretvorbe, izvrsne kvalitete snopa, stabilnih performansi i održivog razvoja. Vlaknasti laseri predstavljeni su s dvije vrste: pulsirajući vlaknasti laseri i kontinuirani vlaknasti laseri, koji zauzimaju vodeće pozicije na tržištu u makro obradi materijala, odnosno preciznoj obradi materijala.

Slika 2: Konstrukcija pulsirajućeg vlaknastog lasera.
Usporedba primjene čišćenja pulsirajućim vlaknastim laserom i kontinuiranim vlaknastim laserom
Za nove primjene laserskog čišćenja, mnogi ljudi mogu biti pomalo zbunjeni kada se suoče s pulsnim i kontinuiranim laserima na tržištu: Trebaju li odabrati pulsne vlaknaste lasere ili kontinuirane vlaknaste lasere? U nastavku se koriste dvije različite vrste lasera za provođenje eksperimenata uklanjanja boje na površinama dvaju materijala, a optimalni parametri laserskog čišćenja i optimizirani učinci čišćenja koriste se za usporedbu.
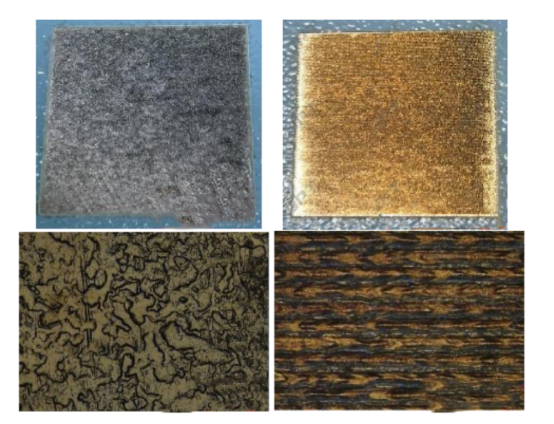
Mikroskopskim promatranjem, lim se ponovno rastopio nakon obrade kontinuiranim vlaknastim laserom velike snage. Nakon što je čelik obrađen pulsirajućim vlaknastim laserom MOPA, osnovni materijal je malo oštećen, a tekstura osnovnog materijala je očuvana; nakon što je čelik obrađen kontinuiranim vlaknastim laserom, dolazi do ozbiljnih oštećenja i rastaljenog materijala.
MOPA pulsirajući vlaknasti laser (lijevo) CW vlaknasti laser (desno)
Pulsni vlaknasti laser (lijevo) Kontinuirani vlaknasti laser (desno)
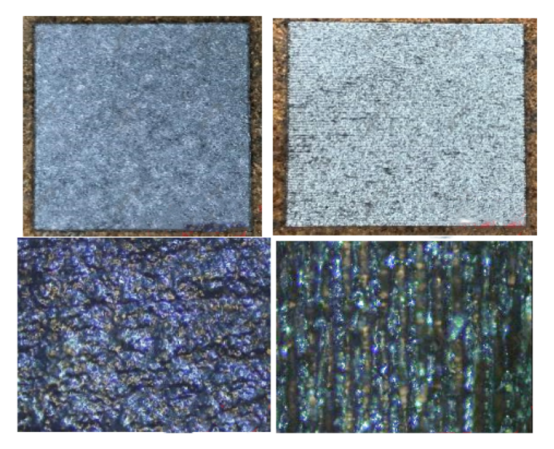
Iz gornje usporedbe može se vidjeti da kontinuirani vlaknasti laseri mogu lako uzrokovati promjenu boje i deformaciju podloge zbog velikog unosa topline. Ako zahtjevi za oštećenje podloge nisu visoki, a debljina materijala koji se čisti je tanka, ova vrsta lasera može se koristiti kao izvor svjetlosti. Pulsirajući vlaknasti laser oslanja se na visoku vršnu energiju i impulse visoke frekvencije ponavljanja kako bi djelovao na materijale te trenutno isparava i oscilira materijale za čišćenje kako bi ih ogulio; ima male toplinske učinke, visoku kompatibilnost i visoku preciznost te može postići različite zadatke. Uništava karakteristike podloge.
Iz ovog zaključka, s obzirom na visoku preciznost, potrebno je strogo kontrolirati porast temperature podloge, a u scenarijima primjene koji zahtijevaju da podloga bude nerazorna, poput obojenog aluminija i kalupljenog čelika, preporučuje se odabir pulsnog vlaknastog lasera; za neke velike materijale od visokočvrstih aluminijskih legura, okrugle cijevi itd. Zbog svoje velike veličine i brzog odvođenja topline te niskih zahtjeva za oštećenje podloge, mogu se odabrati kontinuirani vlaknasti laseri.

In lasersko čišćenje, uvjeti materijala moraju se sveobuhvatno razmotriti kako bi se osiguralo da se zadovolje potrebe čišćenja uz minimiziranje oštećenja podloge. Sukladno stvarnim radnim uvjetima, ključno je odabrati odgovarajući izvor laserske svjetlosti.
Ako lasersko čišćenje želi ući u primjenu velikih razmjera, ono je neodvojivo od inovacija novih tehnologija i novih procesa. Maven će se i dalje pridržavati pozicioniranja lasera +, stalno kontrolirati tempo razvoja, nastojati produbiti tehnologiju uzvodnih laserskih izvora svjetlosti i usredotočiti se na rješavanje ključnih laserskih materijala i ključnih pitanja komponenti koje pružaju izvor energije za naprednu proizvodnju.
Vrijeme objave: 07.05.2024.











