



01 Što jezavareni spoj
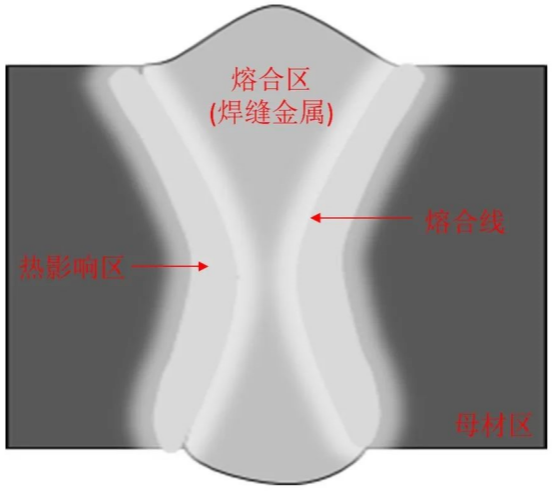
Zavareni spoj odnosi se na spoj gdje su dva ili više obratka spojena zavarivanjem. Zavareni spoj taljenja nastaje lokalnim zagrijavanjem iz izvora topline visoke temperature. Zavareni spoj sastoji se od zone taljenja (zone zavara), linije taljenja, zone utjecaja topline i zone osnovnog metala, kao što je prikazano na slici.
02 Što je sučeljni spoj
Uobičajeno korištena struktura zavarivanja je spoj gdje su dva međusobno povezana dijela zavarena u istoj ravnini ili luku u srednjoj ravnini spoja. Karakteristika je ravnomjerno zagrijavanje, ravnomjerna sila i lako osiguranje kvalitete zavarivanja.
03 Što jeutor za zavarivanje
Kako bi se osigurala penetracija i kvaliteta zavarenih spojeva te smanjila deformacija zavarivanja, spojevi zavarenih dijelova općenito se prethodno obrađuju u različite oblike prije zavarivanja. Različiti žljebovi za zavarivanje prikladni su za različite metode zavarivanja i debljine zavara. Uobičajeni oblici žljebova uključuju: I-oblik, V-oblik, U-oblik, jednostrani V-oblik itd., kao što je prikazano na slici.
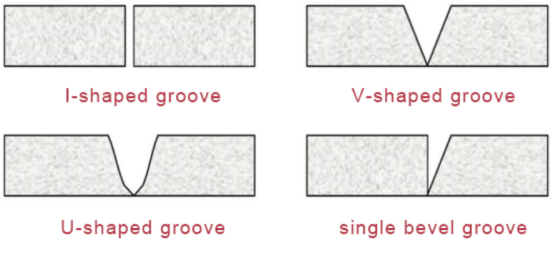
Uobičajeni oblici žljebova kod sučeonih spojeva
04 Utjecaj oblika žlijeba sučeonog spoja naLasersko zavarivanje kompozitnih materijala
Kako se debljina zavarenog obratka povećava, postizanje jednostranog zavarivanja i dvostranog oblikovanja srednje debelih i debelih ploča (snaga lasera <10 kW) često postaje složenije. Obično je potrebno usvojiti različite strategije zavarivanja, poput projektiranja odgovarajućih oblika utora ili rezerviranja određenih spojnih prostora, kako bi se postiglo zavarivanje srednje debelih i debelih ploča. Međutim, u stvarnom proizvodnom zavarivanju, rezerviranje spojnih prostora povećat će poteškoće s priključcima za zavarivanje. Stoga dizajn utora postaje ključan tijekom procesa zavarivanja. Ako dizajn utora nije razuman, to će negativno utjecati na stabilnost i učinkovitost zavarivanja, a također povećava rizik od nedostataka u zavarivanju.
(1) Oblik utora izravno utječe na kvalitetu zavara. Odgovarajući dizajn utora može osigurati da je metal žice za zavarivanje u potpunosti ispunjen u zavaru, smanjujući pojavu nedostataka zavarivanja.
(2) Geometrijski oblik utora utječe na način prijenosa topline, što može bolje voditi toplinu, postići ravnomjernije zagrijavanje i hlađenje te pomoći u izbjegavanju toplinske deformacije i zaostalog naprezanja.
(3) Oblik utora utjecat će na morfologiju poprečnog presjeka zavara i dovest će do toga da morfologija poprečnog presjeka zavara bude više u skladu sa specifičnim zahtjevima, kao što su dubina i širina prodiranja zavara.
(4) Odgovarajući oblik utora može poboljšati stabilnost zavarivanja i smanjiti nestabilne pojave tijekom procesa zavarivanja, poput prskanja i podrezanih nedostataka.
Kao što je prikazano na slici 3, istraživači su otkrili da korištenjem laserskog elektrolučnog kompozitnog zavarivanja (snaga lasera 4 kW) utor može ispuniti u dva sloja i dva prolaza, što učinkovito poboljšava učinkovitost zavarivanja; Zavarivanje MnDR-a debljine 20 mm bez grešaka postignuto je korištenjem troslojnog laserskog elektrolučnog kompozitnog zavarivanja (snaga lasera 6 kW); Lasersko elektrolučno kompozitno zavarivanje korišteno je za zavarivanje niskougljičnog čelika debljine 30 mm u više slojeva i prolaza, a morfologija poprečnog presjeka zavarenog spoja bila je stabilna i dobra. Osim toga, istraživači su otkrili da širina pravokutnih utora i kut utora u obliku slova Y imaju značajan utjecaj na efekt prostornog ograničenja. Kada je širina pravokutnog utora≤4 mm, a kut utora u obliku slova Y je≤60 °, morfologija poprečnog presjeka zavara pokazuje središnje pukotine i zareze na bočnim stijenkama, kao što je prikazano na slici.
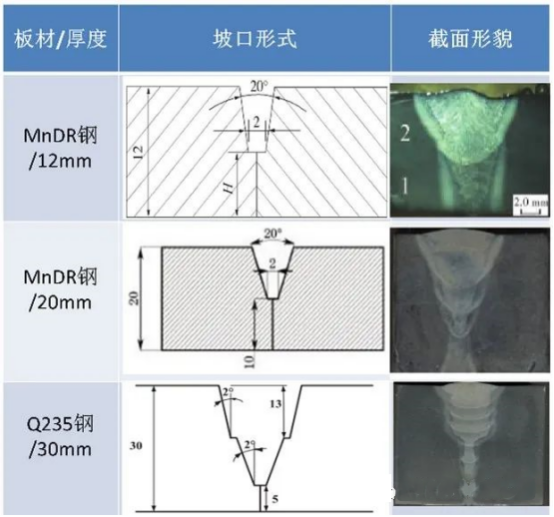
Utjecaj oblika žlijeba na morfologiju presjeka zavara
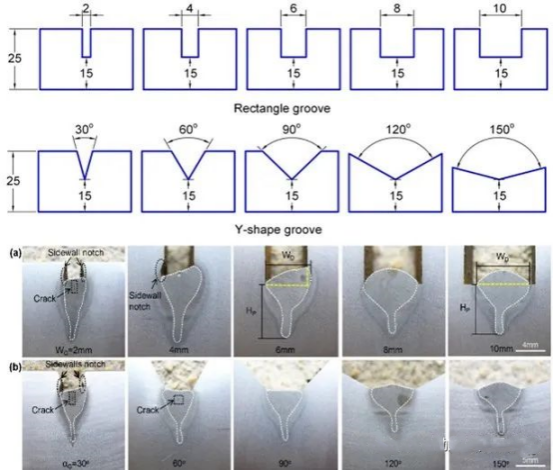
Utjecaj širine i kuta žlijeba na morfologiju presjeka zavara
05 Sažetak
Odabir oblika utora mora sveobuhvatno uzeti u obzir zahtjeve zadatka zavarivanja, karakteristike materijala i karakteristike postupka laserskog elektrolučnog zavarivanja kompozitnih ploča. Pravilan dizajn utora može poboljšati učinkovitost zavarivanja i smanjiti rizik od nedostataka zavarivanja. Stoga je odabir i dizajn oblika utora ključni faktor prije laserskog elektrolučnog zavarivanja kompozitnih ploča srednje i debele debljine.
Vrijeme objave: 08.11.2023.











