



Iako ultrabrzi laseri postoje već desetljećima, industrijske primjene su brzo porasle u posljednja dva desetljeća. U 2019. godini tržišna vrijednost ultrabrzihlaserski materijalPrerada je iznosila približno 460 milijuna USD, s godišnjom stopom rasta od 13%. Područja primjene u kojima su ultrabrzi laseri uspješno korišteni za obradu industrijskih materijala uključuju izradu i popravak fotomaski u poluvodičkoj industriji, kao i rezanje silicija na kockice, rezanje/crtanje stakla i uklanjanje ITO filma (indij-kositar-oksid) u potrošačkoj elektronici poput mobilnih telefona i tableta, teksturiranje klipova za automobilsku industriju, proizvodnju koronarnih stentova i proizvodnju mikrofluidnih uređaja za medicinsku industriju.

01 Proizvodnja i popravak fotomaski u poluvodičkoj industriji
Ultrabrzi laseri korišteni su u jednoj od najranijih industrijskih primjena u obradi materijala. IBM je izvijestio o primjeni femtosekundne laserske ablacije u proizvodnji fotomaski 1990-ih. U usporedbi s nanosekundnom laserskom ablacijom, koja može uzrokovati prskanje metala i oštećenje stakla, femtosekundne laserske maske ne pokazuju prskanje metala, oštećenje stakla itd. Prednosti. Ova se metoda koristi za proizvodnju integriranih krugova (IC-ova). Proizvodnja IC čipa može zahtijevati do 30 maski i koštati >100.000 USD. Femtosekundna laserska obrada može obraditi linije i točke ispod 150 nm.
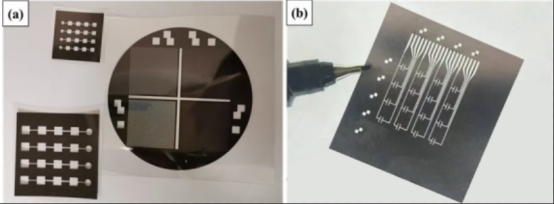
Slika 1. Izrada i popravak fotomaske
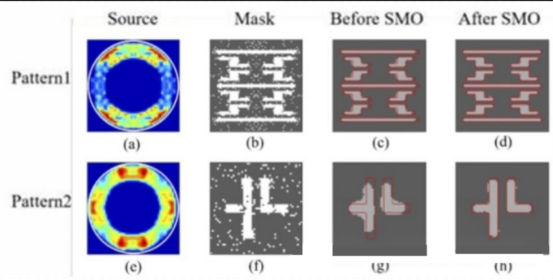
Slika 2. Rezultati optimizacije različitih uzoraka maski za ekstremnu ultraljubičastu litografiju
02 Rezanje silicija u poluvodičkoj industriji
Rezanje silicijskih pločica standardni je proizvodni proces u poluvodičkoj industriji i obično se izvodi mehaničkim rezanjem. Ovi rezni kotači često razvijaju mikropukotine i teško ih je rezati tanke (npr. debljine < 150 μm) pločice. Lasersko rezanje silicijskih pločica koristi se u poluvodičkoj industriji već dugi niz godina, posebno za tanke pločice (100-200 μm), i provodi se u više koraka: lasersko urezivanje utora, nakon čega slijedi mehaničko odvajanje ili prikriveno rezanje (tj. infracrvena laserska zraka unutar silicijskog ureza) nakon čega slijedi mehaničko odvajanje trake. Nanosekundni pulsni laser može obraditi 15 pločica na sat, a pikosekundni laser može obraditi 23 pločice na sat, s višom kvalitetom.
03 Rezanje/zarezivanje stakla u industriji potrošne elektronike
Zasloni osjetljivi na dodir i zaštitne naočale za mobilne telefone i prijenosna računala postaju tanji, a neki geometrijski oblici su zakrivljeni. To otežava tradicionalno mehaničko rezanje. Tipični laseri obično daju lošu kvalitetu rezanja, posebno kada su ovi stakleni zasloni složeni u 3-4 sloja, a gornje zaštitno staklo debljine 700 μm je kaljeno, što može puknuti pod lokaliziranim naprezanjem. Pokazalo se da ultrabrzi laseri mogu rezati ova stakla s boljom čvrstoćom ruba. Za rezanje velikih ravnih ploča, femtosekundni laser može se fokusirati na stražnju površinu staklene ploče, grebući unutrašnjost stakla bez oštećenja prednje površine. Staklo se zatim može razbiti mehaničkim ili toplinskim sredstvima duž urezanog uzorka.
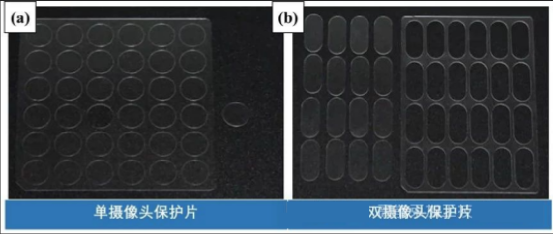
Slika 3. Pikosekundno ultrabrzo lasersko rezanje stakla posebnog oblika
04 Teksture klipova u automobilskoj industriji
Lagani automobilski motori izrađeni su od aluminijskih legura, koje nisu toliko otporne na habanje kao lijevano željezo. Studije su otkrile da femtosekundna laserska obrada tekstura klipova automobila može smanjiti trenje do 25% jer se ostaci i ulje mogu učinkovito pohraniti.

Slika 4. Femtosekundna laserska obrada klipova automobilskih motora za poboljšanje performansi motora
05 Proizvodnja koronarnih stentova u medicinskoj industriji
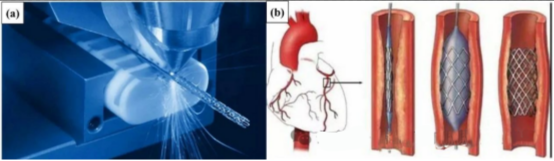
Milijuni koronarnih stentova ugrađuju se u koronarne arterije tijela kako bi se otvorio kanal za protok krvi u inače začepljene žile, spašavajući milijune života svake godine. Koronarni stentovi obično se izrađuju od metalne (npr. nehrđajućeg čelika, legure s memorijom oblika nikla i titana ili u novije vrijeme legure kobalta i kroma) žičane mreže sa širinom trake od približno 100 μm. U usporedbi s laserskim rezanjem dugim pulsom, prednosti korištenja ultrabrzih lasera za rezanje bravica su visoka kvaliteta rezanja, bolja površinska obrada i manje krhotina, što smanjuje troškove naknadne obrade.
06 Proizvodnja mikrofluidnih uređaja za medicinsku industriju
Mikrofluidni uređaji se često koriste u medicinskoj industriji za testiranje i dijagnosticiranje bolesti. Obično se proizvode mikroinjekcijskim prešanjem pojedinačnih dijelova, a zatim lijepljenjem ili zavarivanjem. Ultrabrza laserska izrada mikrofluidnih uređaja ima prednost proizvodnje 3D mikrokanala unutar prozirnih materijala poput stakla bez potrebe za spajanjem. Jedna metoda je ultrabrza laserska izrada unutar stakla nakon čega slijedi mokro kemijsko jetkanje, a druga je femtosekundna laserska ablacija unutar stakla ili plastike u destiliranoj vodi radi uklanjanja ostataka. Drugi pristup je strojno izrezivanje kanala u staklenu površinu i njihovo brtvljenje staklenim poklopcem femtosekundnim laserskim zavarivanjem.
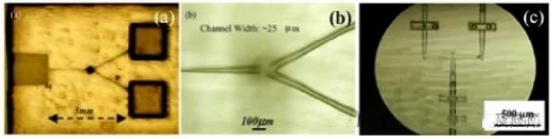
Slika 6. Selektivno jetkanje inducirano femtosekundnim laserom za pripremu mikrofluidnih kanala unutar staklenih materijala
07 Mikro bušenje mlaznice injektora
Femtosekundna laserska obrada mikrorupa zamijenila je mikro-EDM u mnogim tvrtkama na tržištu visokotlačnih injektora zbog veće fleksibilnosti u promjeni profila rupa za protok i kraćeg vremena obrade. Mogućnost automatskog upravljanja položajem fokusa i nagibom snopa kroz precesirajuću glavu za skeniranje dovela je do dizajna profila otvora (npr. cijev, proširenje, konvergencija, divergencija) koji mogu potaknuti atomizaciju ili prodiranje u komoru za izgaranje. Vrijeme bušenja ovisi o volumenu ablacije, s debljinom svrdla od 0,2 – 0,5 mm i promjerom rupe od 0,12 – 0,25 mm, što ovu tehniku čini deset puta bržom od mikro-EDM-a. Mikrobušenje se izvodi u tri faze, uključujući grubu i završnu obradu prolaznih pilot rupa. Argon se koristi kao pomoćni plin za zaštitu bušotine od oksidacije i za zaštitu konačne plazme tijekom početnih faza.
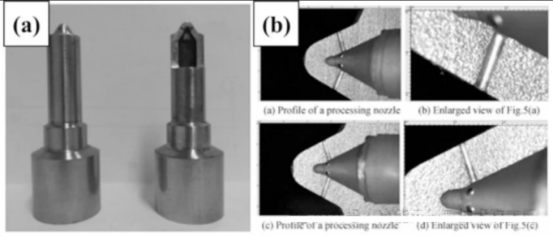
Slika 7. Visokoprecizna obrada invertiranog konusnog otvora za injektor dizelskog motora femtosekundnim laserom
08 Ultra brzo lasersko teksturiranje
Posljednjih godina, kako bi se poboljšala točnost obrade, smanjilo oštećenje materijala i povećala učinkovitost obrade, područje mikroobrade postupno je postalo fokus istraživača. Ultrabrzi laser ima različite prednosti obrade kao što su mala oštećenja i visoka preciznost, što je postalo fokus promicanja razvoja tehnologije obrade. Istovremeno, ultrabrzi laseri mogu djelovati na razne materijale, a laserska obrada oštećenja materijala također je glavni smjer istraživanja. Ultrabrzi laser se koristi za ablaciju materijala. Kada je gustoća energije lasera veća od praga ablacije materijala, površina abliranog materijala pokazat će mikro-nano strukturu s određenim karakteristikama. Istraživanja pokazuju da je ova posebna površinska struktura uobičajena pojava koja se javlja prilikom laserske obrade materijala. Priprema površinskih mikro-nano struktura može poboljšati svojstva samog materijala, a također omogućiti razvoj novih materijala. To čini pripremu površinskih mikro-nano struktura ultrabrzim laserom tehničkom metodom s važnim razvojnim značajem. Trenutno, za metalne materijale, istraživanja ultrabrzog laserskog teksturiranja površine mogu poboljšati svojstva vlaženja metalne površine, poboljšati površinsko trenje i svojstva trošenja, poboljšati prianjanje premaza te usmjerenu proliferaciju i prianjanje stanica.
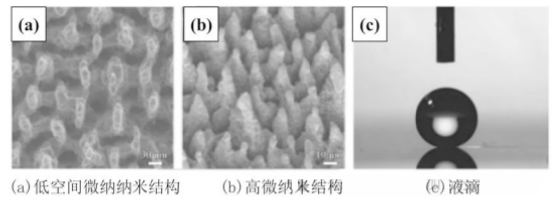
Slika 8. Superhidrofobna svojstva laserski pripremljene silicijeve površine
Kao vrhunska tehnologija obrade, ultrabrza laserska obrada ima karakteristike male zone utjecaja topline, nelinearnog procesa interakcije s materijalima i obrade visoke rezolucije izvan granice difrakcije. Može ostvariti visokokvalitetnu i visokopreciznu mikro-nano obradu različitih materijala i izradu trodimenzionalnih mikro-nano struktura. Postizanje laserske proizvodnje posebnih materijala, složenih struktura i posebnih uređaja otvara nove mogućnosti za mikro-nano proizvodnju. Trenutno se femtosekundni laser široko koristi u mnogim vrhunskim znanstvenim područjima: femtosekundni laser može se koristiti za pripremu raznih optičkih uređaja, kao što su mikroleće, bioničke složene oči, optički valovodi i metapovršine; koristeći svoju visoku preciznost, visoku rezoluciju i trodimenzionalne mogućnosti obrade, femtosekundni laser može pripremiti ili integrirati mikrofluidne i optofluidne čipove kao što su komponente mikrogrijača i trodimenzionalni mikrofluidni kanali; Osim toga, femtosekundni laser također može pripremiti različite vrste površinskih mikro-nanostruktura kako bi se postigle antirefleksne, antirefleksne, superhidrofobne, anti-iceing i druge funkcije; ne samo to, femtosekundni laser je primijenjen i u području biomedicine, pokazujući izvanredne performanse u područjima kao što su biološki mikro-stentovi, supstrati za stanične kulture i biološko mikroskopsko snimanje. Široki izgledi primjene. Trenutno se područja primjene femtosekundne laserske obrade šire iz godine u godinu. Uz gore spomenutu mikro-optiku, mikrofluidiku, višenamjenske mikro-nanostrukture i biomedicinske inženjerske primjene, također igra veliku ulogu u nekim novim područjima, kao što su priprema metapovršina, proizvodnja mikro-nano i višedimenzionalno optičko pohranjivanje informacija itd.
Vrijeme objave: 17. travnja 2024.











