



Lasersko zavarivanjeje nova vrsta metode zavarivanja.Lasersko zavarivanjeUglavnom je namijenjen zavarivanju tankostijenih materijala i preciznih dijelova. Može ostvariti točkasto zavarivanje, sučeono zavarivanje, zavarivanje slojeva, brtveno zavarivanje itd. Njegove karakteristike su: visok omjer stranica, širina šava je mala, zona utjecaja topline je mala, deformacija je mala, a brzina zavarivanja je velika. Zavareni šav je gladak i lijep, te nije potrebna nikakva obrada ili su potrebni samo jednostavni postupci obrade nakon zavarivanja. Kvaliteta zavara je visoka i nema pora. Nečistoće u osnovnom metalu mogu se smanjiti i optimizirati. Struktura se može poboljšati nakon zavarivanja. Čvrstoća i žilavost zavara su barem jednake ili čak veće od one osnovnog metala. Može se precizno kontrolirati, fokusirana svjetlosna točka je mala, može se pozicionirati s visokom preciznošću i lako se provodi automatizacija. Može postići zavarivanje između određenih različitih materijala.
1. Lasersko samofuzijsko zavarivanje
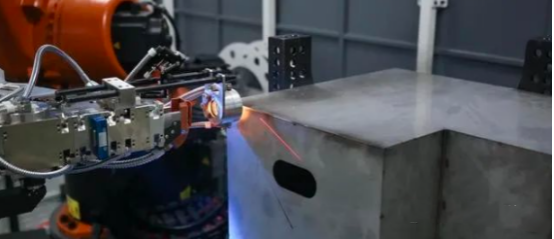
Lasersko zavarivanjeKoristi izvrsnu usmjerenost i visoku gustoću snage laserske zrake za rad. Laserska zraka se fokusira na malo područje kroz optički sustav, stvarajući visoko koncentrirani izvor topline u zavarenom području u vrlo kratkom vremenu, tako da se predmet koji se zavaruje topi i stvara snažnu točku zavara i šav zavara. Lasersko zavarivanje: veliki omjer stranica; velika brzina i visoka preciznost; mali unos topline i mala deformacija; beskontaktno zavarivanje; nije pod utjecajem magnetskih polja i nema potrebe za usisavanjem.
2. Zavarivanje laserskom žicom za punjenje
Lasersko zavarivanje žicom za punjenjeodnosi se na metodu prethodnog punjenja određenih materijala za zavarivanje u zavaru, a zatim njihovog taljenja laserskim zračenjem ili punjenja materijala za zavarivanje tijekom laserskog zračenja kako bi se formirao zavareni spoj. U usporedbi sa zavarivanjem bez dodatne žice, lasersko zavarivanje dodatnom žicom rješava problem strogih zahtjeva za obradu i montažu obratka; može zavarivati deblje i veće dijelove s manjom snagom; podešavanjem sastava dodatne žice mogu se kontrolirati strukturna svojstva područja zavara.

3. Lasersko zavarivanje
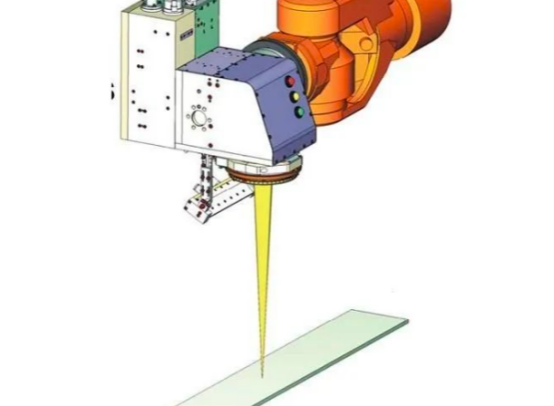
Daljinsko lasersko zavarivanjeodnosi se na metodu laserskog zavarivanja koja koristi galvanometar velike brzine za skeniranje za obradu na velikim radnim udaljenostima. Ima visoku točnost pozicioniranja, kratko vrijeme, veliku brzinu zavarivanja i visoku učinkovitost; neće ometati uređaj za zavarivanje i ima manje onečišćenja optičkih leća; zavari bilo kojeg oblika mogu se prilagoditi radi optimizacije strukturne čvrstoće itd. Općenito, zavareni šav nema zaštitu od plina, a prskanje je veliko. Uglavnom se koristi u tankim čeličnim pločama visoke čvrstoće, pocinčanim čeličnim pločama i drugim proizvodima kao što su karoserijske ploče.
Laserska zraka koju emitira laserski generator fokusira se na površinu žice za zavarivanje i zagrijava, uzrokujući taljenje žice za zavarivanje (osnovni metal se ne topi), vlaženje osnovnog metala, ispunjavanje spojnog razmaka i spajanje s osnovnim metalom kako bi se formirao zavar i postigla dobra veza.
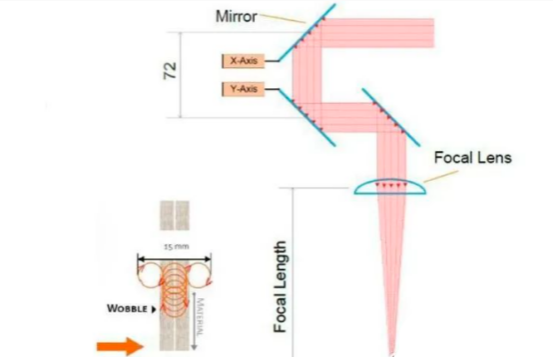
5. Lasersko zavarivanje s nihanjem
Pomicanjem unutarnje reflektirajuće leće glave za zavarivanje, lasersko zamahivanje se kontrolira kako bi se miješala zavarivačka kupka, potaknulo prelijevanje plina iz kupke i pročistila zrna. Istovremeno, može se smanjiti i osjetljivost laserskog zavarivanja na ulazni razmak materijala. Posebno je pogodno za zavarivanje aluminijskih legura, bakra i različitih materijala.
6. Hibridno zavarivanje laserskim lukom
Hibridno zavarivanje laserskim lukomkombinira dva laserska i lučna izvora topline s potpuno različitim fizičkim svojstvima i mehanizmima prijenosa energije kako bi se stvorio novi i učinkovit izvor topline. Značajke hibridnog zavarivanja: 1. U usporedbi s laserskim zavarivanjem, sposobnost premošćivanja je poboljšana, a struktura je poboljšana. 2. U usporedbi s lučnim zavarivanjem, deformacija je mala, brzina zavarivanja je velika, a dubina prodiranja je velika. 3. Iskoristite prednosti svakog izvora topline i nadoknadite njihove nedostatke, 1+1>2.

Vrijeme objave: 25. listopada 2023.











